انجمن جوشکاری امریکا در استاندارد AWS A3.0 روشهای اتصال مواد را در سه گروه اتصال مکانیکی، جوشکاری و اتصالات چسبی جای داده و گروه جوشکاری را به سه بخش جوشکاری ذوبی، جوشکاری حالت جامد و لحیمکاری تقسیم مینمایند.
بریزینگ در استاندارد AWS تحت عنوان فرایندهای پیوند فاز جامد مایع طبقهبندی میشود. مایع به این معنی است که فلز پرکننده ذوب میگردد و جامد به این معناست که فلز و مواد پایه ذوب نمیشوند. فاز دمایی است که در آن بین مواد پایه جامد و فلز پر کننده مایع اتصال برقرار میگردد. پیوند بین مواد پایه و فلز پرکننده یک پیوند متالورژیکی است زیرا هیچگونه ذوب یا آلیاژ سازی در فلز پایه رخ نمیدهد. اگر این کار صحیح انجام شود، اتصال به دست آمده دارای استحکام کششی ۴ تا ۵ برابر فلز پرکننده مورد نظر خواهد بود.
تفاوت بین لحیمکاری نرم و سخت (بریزینگ) فقط در دمای انجام آنهاست. بریزینگ در دمای بالای ۴۵۰ درجه سانتیگراد انجام میشود. به دلیل اینکه تنها دما این دو فرایند را از هم جدا میکند این امکان وجود دارد که لحیمکاری نرم و سخت (بریزینگ) برای ترکیبات مختلف فلزات به کار روند که این مسئله به آلیاژهای مورد استفاده و دمای ذوب آن ها ارتباط پیدا میکند. زرد جوش نوعی ویژه از بریزینگ است. در بریزینگ اجزایی که به هم متصل میگردند باید به هم وصل شوند و فضای اتصال بسیار کوچکی بین آنها باشد این مقدار تقریباً 0.96 میلیمتر می باشد. این فضای کوچک با ایجاد خاصیت مویینگی باعث کشیدگی فلز پرکننده به درون اتصال شده و این اتفاق هنگامی میافتد که قطعات به دمای فاز مناسب برسد.
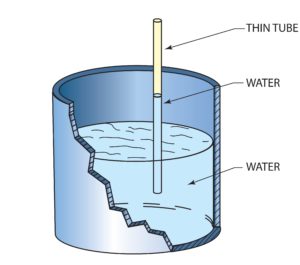
مویینگی به صورت شهودی نیرویی است که توسط آن آب از درون دستمال کاغذی یا حوله به بالا حرکت میکند یا آب به درون نی کشیده میشود. در زرد جوش نیازی به خاصیت مویینگی و کشیده شدن فلز پرکننده به درون اتصال نمیباشد.
مزایای لحیم کاری نرم و سخت(بریزینگ)
تعدادی از مزایای لحیمکاری نرم و سخت در مقایسه با دیگر روشهای اتصال عبارتند از:
1- دمای پایین: از یک فلز پایه ذوب نمیشود از منبع گرمایی دما پایین میتوان استفاده کرد.
2- اتصال ممکن است به صورت دائمی و موقتی باشد از آنجایی که در این روش ها فلز پایه آسیب نمیرسد بعداً میتوان با گرمادهی مجدد به سادگی قطعات را از هم جدا نمود. قطعات میتواند مجددا مورد استفاده قرار گیرند. اما به اندازه کافی جامد است و به صورت پایدار باقی میماند.
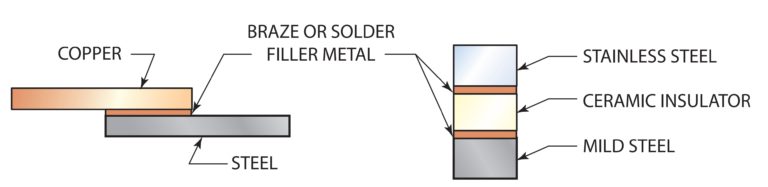
3- مواد متشابه میتوانند به هم متصل گردند. اتصال فلزات نامتشابه آسان است مانند مس به فولاد، آلومینیوم برنج، چدن به فولاد زنگنزن. همچنین ممکن است که مواد غیر فلزی به همراه مواد غیر فلزی به فلزات متصل گردند سرامیکها به راحتی به هم یا فلزات متصل میشوند.
4- سرعت اتصال:
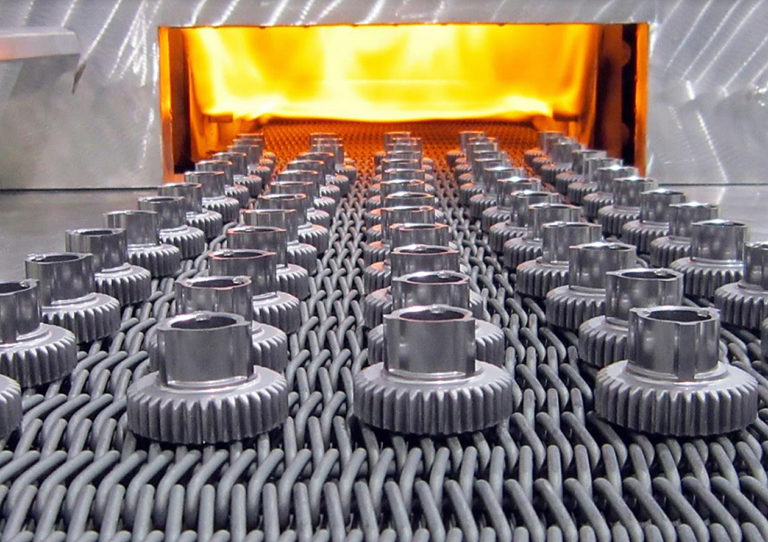
الف- قطعات میتوانند به صورت کورهای یا غوطهوری در تعداد بالا متصل گردند
ب- دمای پایینتر به معنای گرمادهی پایینتر میباشد.
5- آسیب رسیدن کمتر قطعات: منبع حرارتی میتواند ماکزیموم دمایی استفاده شود که در زیر دمایی است که به قطعات آسیب برسد. با استفاده از دمای کنترل شدهی اندازه کافی پایین، خطرات استفاده از کارگران غیر ماهر و نیمه ماهر میتواند حذف شود.
6- نرخ پایین گرما دهی و خنک شدن: به دلیل اینکه لازم نیست سطوح کوچک تا دمای ذوب گرم شوند و سپس تا انجماد آن سرد شوند، تنشهای داخلی ناشی از تغییرات سریع دما میتوانند کاهش یابند.
7- قطعات با ضخامت متغیر به هم متصل میگردند: قطعات بسیار نازک قطعات نازک و قطعات ضخیم میتوانند بدون سوختگی یا بیش از حد گرم شدن به هم متصل شوند.
8- جدا کردن مجدد آسان: قطعات میتوانند و به آسانی وسیله گرمادهی اتصال مجدداً از هم جدا شوند.