



بر اساس وزن قطعه، روش VSR ارتعاشات دامنه بالا و فرکانس پایین را برای یک دوره زمانی معین به آن وارد میکند. این تنش پسماند را بدون اعوجاج یا تغییر استحکام کششی، نقطه تسلیم یا مقاومت در برابر خستگی کاهش میدهد و تعادل استاتیکی برقرار میشود. کارآمدترین ارتعاشات، ارتعاشات تشدید هستند، زیرا در ارتعاشات فرکانس تشدید تنش در مقایسه با فرکانس زیر تشدید بهتر توزیع میشود.
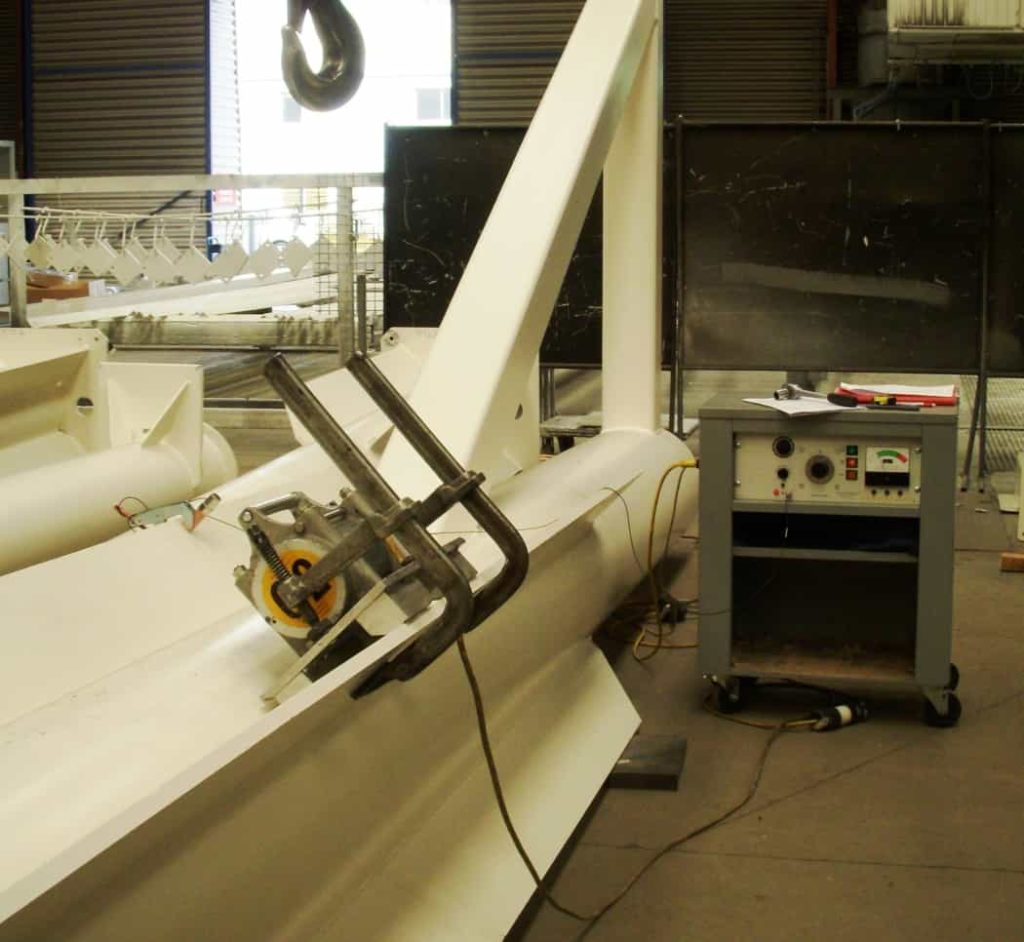
ارتعاشات فرکانس پایین انرژی دامنه بالایی دارند و در کاهش قابل توجه تنش پسماند پیک در قطعات فلزی و جوش بسیار کارآمد هستند. تجهیزاتی که معمولاً مورد استفاده قرار میگیرند شامل یک ارتعاشکننده قوی با سرعت متغیر است که به قطعه و یک صفحه کنترل الکترونیکی متصل می شود. هر دو در یک کابینت قابل حمل نصب میشوند.
همچنین به این قطعه یک شتابسنج تعبیه شده است که ارتعاشات را تشخیص داده و سیگنالی را به صفحه کنترل منتقل میکند. سپس نقطه تشدید تعیین شده و روی صفحه نمایش داده میشود. اگر ارتعاشکننده مجهز به سیستم ثبت داده باشد، میتوان نمودار نیز به دست آورد.
نقطه تشدید با تغییر فرکانس ارتعاشکننده تا رسیدن به فرکانس مناسب به دست میآید. دو دقیقه میانگین زمان لازم برای رسیدن به فرکانس تشدید است. در این مرحله، بسته به وزن قطعه و کاربرد مورد نظر، ارتعاش برای مدت زمان معینی حفظ میشود. زمان ممکن است بین ده دقیقه تا یک ساعت یا بیشتر باشد، اما اگر از آن بیشتر شود، قطعه به دلیل خستگی یا از دست دادن استحکام کششی آسیبی نخواهد دید.
اگر سازهها بسیار بزرگ، طویل یا دارای فضاهای باز هستند، ممکن است لازم باشد که این روش در چندین نقطه اعمال شود.
برخی از تجهیزات فرآیند ارتعاشی را به طور خودکار انجام میدهند. ارتعاش به مدت 15 دقیقه، در یک توالی از سه فرکانس انتخابی مختلف، که هر یک پنج دقیقه طول میکشد، حفظ میشود. این تنظیم برای عملیات بر روی قطعات با وزن تا ده تن کارآمد است. برای قطعات با وزن بیش از ده تن میتوان از دو دوره 15 دقیقهای متوالی استفاده کرد، بدون اینکه قطعه آسیب ببیند.
دو قانون ساده برای همه برنامهها باید رعایت شود:
الف) قطعه را به بهترین شکل ممکن نگه دارید، آن را از کف یا سازههای صلب جدا کنید، در نتیجه آن را برای لرزش آزاد بگذارید.
ب) ارتعاش باید مستقیماً به قطعه متصل شود تا کل انرژی ارتعاشی تولید شده را منتقل کند.
این روش را میتوان بر روی طیف گسترده ای از فلزات آهنی و غیر آهنی از جمله: فولادهای کربنی و زنگنزن، چدن، آلومینیوم، تیتانیوم و … در اشکال مختلف استفاده کرد. ابعاد قطعات می توانند از قطعات جوشکاری شده کوچک، شفتها و چرخدندهها تا سازه های فولادی جوشکاری شده و ماشینکاری شده بزرگ متفاوت باشند.
یکی از مهمترین مزایای استفاده از روش تنشزدایی ارتعاش(VSR) ظرفیت آن برای کاهش تنشهای پسماند در هر نقطه از فرآیند تولید، مانند پس از انجام فرایند ماشین کاری، سوراخ کاری یا سنگزنی است. در قطعات جوشی میتوان در حین جوشکاری تنشزدایی انجام داد که برای جلوگیری از تمرکز تنش پسماند که ممکن است باعث اعوجاج قطعه شود بسیار مفید است. این روش به ویژه با فرآیندهای جوشکاری SMAW، GMAW و GTAW سازگار است.