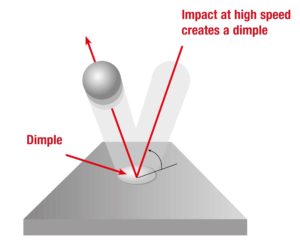
شات پینینگ یک فرآیند کار سرد است که در آن سطح یک قطعه با قطعات کروی کوچک ساچمه بمباران میشود. هر ساچمه که به فلز برخورد میکند مانند یک چکش ریز عمل میکند که یک فرورفتگی یا فرورفتگیهای کوچک روی سطح ایجاد میکند. برای اینکه گودی ایجاد شود، لایه سطحی فلز باید در کشش تسلیم شود. در زیر سطح، دانههای فشرده سعی میکنند تا سطح را به شکل اولیه خود بازگردانند. فرورفتگیهای روی هم لایهای یکنواخت از تنش فشاری پسماند ایجاد میکنند.
به خوبی شناخته شده است که ترکها در یک منطقه تحت تنش فشاری ایجاد و یا رشد نمیکنند. از آنجایی که تقریباً تمام شکستهای خوردگی خستگی و تنش از سطح یا نزدیک سطح یک قطعه نشات میگیرند، تنشهای فشاری ناشی از شاتپینینگ افزایش قابلتوجهی در طول عمر قطعه ایجاد میکنند. مقدار تنش فشاری پسماند تولید شده توسط شاتپینینگ حداقل به اندازه نصف استحکام کششی ماده در حال شاتپینینگ است.
در بیشتر حالتهای شکست طولانی مدت، عامل مشترک تنش کششی است. این تنشها میتوانند ناشی از بارهای اعمالشده خارجی یا تنشهای پسماند ناشی از فرآیندهای تولیدی مانند جوشکاری، سنگزنی یا ماشینکاری باشند. تنشهای کششی سعی میکنند سطح را کشیده یا از هم جدا کنند و در نهایت ممکن است منجر به جوانهزنی ترک شوند.
تنش فشاری مرزهای دانههای سطحی را به هم فشرده میکند و به طور قابلتوجهی شروع ترکخوردگی ناشی از خستگی را به تاخیر میاندازد. از آنجایی که رشد ترک در یک لایه فشاری به طور قابل توجهی کند میشود، افزایش عمق این لایه مقاومت به ترک را افزایش میدهد. شاتپینینگ اقتصادیترین و کاربردیترین روش برای اطمینان از تنشهای فشاری پسماند سطحی است.
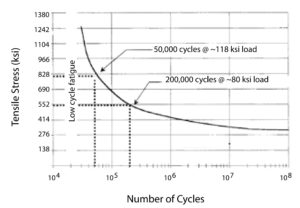
شاتپینینگ در درجه اول برای پیشگیری از خستگی فلز استفاده میشود. نکات زیر مربوط به خستگی فلز و کاربرد آن در نمودار تنش مرسوم در مقابل تعداد چرخه نشان داده شده است. بارگذاری خستگی شامل دهها هزار تا میلیونها چرخه بار تکراری است. بارها تنش کششی اعمالی ایجاد میکنند که سعی میکند سطح ماده را از هم جدا کند. کاهش خطی تنش کششی منجر به افزایش نمایی در عمر خستگی (تعداد چرخه بار) میشود. نمودار زیر نشان میدهد که کاهش ksi 38(262 مگاپاسکال) در تنش (32%) منجر به افزایش 150000 چرخه عمر (300%) میشود.