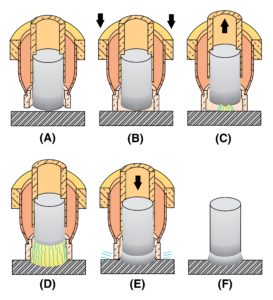
فرایند جوشکاری زائدهای جهت اتصال انواع زائده از قبیل پیچ، مهره، میلگرد و … بر روی سطوح فلزات به کار میرود. در این فرآیند انرژی لازم جهت ذوب از طریق ایجاد یک قوس الکتریکی بین زائده و سطح قطعه تأمین میگردد. در این فرایند زائده مورد نظر از جلوی یک تفنگ مخصوص(Gun) وارد سه نظام مربوطه شده، سپس اپراتور تفنگ را به صورت عمودی روی سطح قرار داده و با فشار دادن سوئیچ در کسری از ثانیه، زائده به سطح جوش میخورد. نمایی از مراحل اجرایی در شکل زیر نمایش داده شده است.
در بخش A این شکل، زائده به همراه یک رینگ سرامیکی(ceramic Ferrule) جهت محافظت از جوش، در محل مورد نظر قرار میگیرد. در بخش B پس از فشار دادن سوئیچ جریان الکتریکی برقرار شده و درمرحله C زائده از سطح قطعه کار فاصله میگیرد تا قوس الکتریکی به وجود آید. در مرحله D حرارت قوس، زائده و سطح کار را ذوب مینماید. در مرحله E توسط تایمری که در دستگاه تعبیه شده است جریان الکتریکی قطع شده و زائده توسط فنری قوی داخل تفنگ به سمت قطعهکار کوبیده میشود. در مرحله F جوش کامل شده را پس از جدا کردن رینگ سرامیک این نشان میدهد. در صورتی که این فرایند به طور صحیح اجرا گردد، کل مقطع زائده ذوب شده و به سطح قطعه متصل میشود. تجهیزات این فرآیند شامل یک مولد قدرت با جریان مستقیم، برد کنترل و تفنگ میباشد. لازم به ذکر است جهت جوشکاری فلزات حساس به اکسیداسیون نظیر آلومینیوم و … تفنگ مورد نظر مجهز به سیستم محافظت با گاز میباشد.
این فرآیند به طور گستردهای در صنایع ساختمانسازی پلسازی و خودروسازی مورد استفاده قرار میگیرد. در صنایع ساختمان سازی در صورتی که بتن، مسلح به میلگردهایی که با این فرآیند بسته تیرها جوشکاری شدهاند باشد استحکام سازه به طور قابل ملاحظهای افزایش مییابد.
یکی از مزایای روش جوشکاری زائده این است که اپراتور به مهارتهای کمترین تماس دارد. همچنین این روش اقتصادی بوده و از سرعت بالایی برخوردار می باشد. در این فرآیند به فلز پرکننده نیازی نیست و جهت اغلب فلزات گاز محافظ استفاده نمیشود. پس از جوشکاری بایستی دور تا دور محل اتصال زائده بسته جهت حصول اطمینان از دوره کامل مورد بازرسی چشمی قرار گیرد. جهت اطمینان از ذوب کامل در مقطع اتصال میتوان با چکش به زائد ضربه وارد کرد. در صورتی که اتصال کامل وجود نداشته باشد زائده از محل اتصال جدا خواهد شد.
یکی از عیوب محتمل در فرآیند جوشکاری زائدهای عدم ذوب در فصل مشترک زائده و سطح قطعه میباشد. این در اثر عدم تنظیم صحیح کاراییهای فرایند از قبیل شدت جریان و زمان جوشکاری ایجاد میگردد. زمان آلودگی روی سطح قطعات از قبیل روغن، رنگ و لایههای اکسیدی باعث کاهش کیفیت جوش میشود.