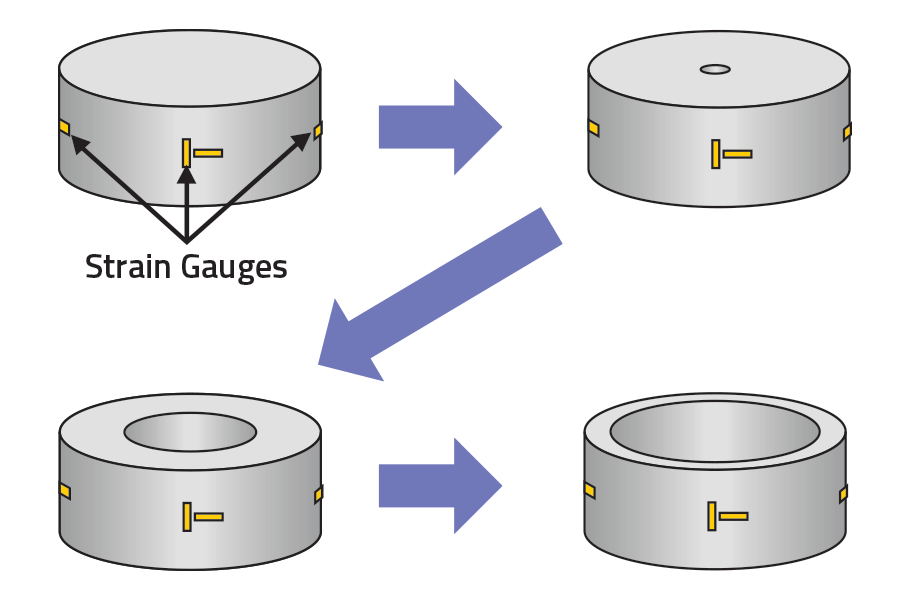
ساچس تکنیکی را برای اندازهگیری تنشهای پسماند متقارن محوری از تجزیه و تحلیل آزادسازیهای کرنش در حین حذف تدریجی لایههای ماده از یک جزء متقارن توسعه داد. برای انجام این تکنیک، کرنشسنجهایی که در جهتهای محیطی و محوری قرار گرفتهاند، قبل از شروع حذف مواد، روی سطوح داخلی یا خارجی قطعه متصل میشوند.
بدیهی است که قرارگیری کرنشسنجها بر روی سطح داخلی یک جزء فقط برای لولهها یا سایر اجزای توخالی قابل استفاده است. سپس فرآیند حذف مواد از طرف مقابل تا جایی که کرنشسنجها و پلههای افزایشی به سمت سطح کرنشسنج هستند ادامه دارد. به عنوان مثال، اگر کرنشسنجها روی قطر بیرونی یک استوانه باشند، لایهها از قطر داخلی به سمت بیرون حذف میشوند. هر افزایش در ماشینکاری یک لایه متقارن محوری را از قطعه جدا میکند تا زمانی که دیگر آزادسازی کرنش ثبت نشود. تفکیک تنشهای پسماند اندازهگیریشده، و در نتیجه گرادیانهای تنش، توسط تعداد افزایشها در حذف مواد تعیین میشود.
بورینگ ساچس یک تکنیک مناسب تثبیت شده برای اندازهگیری تنشهای پسماند در اجزای استوانهای است که دارای تقارن دورانی در هر دو شکل و توزیع تنش هستند. با این حال، اخیراً، این برنامه توسعه یافته است تا امکان تعیین میدانهای تنش پسماند غیر متقارن را فراهم کند.
دقت اسمی تکنیک بورینگ ساچس در فولاد 45± مگاپاسکال است و میتوان از آن برای اندازهگیری تنشهای پسماند دو محوری (یعنی محیطی و محوری) برای قطر اجزای سازنده استفاده کرد که فقط به اندازه دستگاه برش محدود میشود. تکنیک بورینگ ساچس یک تکنیک ساده بوده و در عین حال به طور گسترده برای اندازهگیری تنش پسماند استفاده نشده است.
دستورالعمل تکنیک بورینگ ساچس
روش اصلی آزمایش به شرح زیر است:
1- سطح قطعه را برای مکانهای نصب کرنشسنج آماده کنید (صاف و چربی زدایی).
2- کرنشسنجها را به قطعه بچسبانید و سیمها را وصل کنید.
3- قطعه را با دستگاه هم راستا کنید.
4- قطعه را در یک سری از افزایشها خارج کنید یا کم کنید.
5- خوانشهای قطر و اعدا کرنشسنج را برای هر مرحله لایهبرداری ثبت کنید.
6- دادههای قطر و کرنشسنج را برای محاسبه توزیع تنش پسماند تحلیل کنید.
مزایای تکنیک بورینگ ساچس:
1- عمق اندازهگیری فقط با اندازه دستگاه ماشینکاری مورد استفاده محدود میشود، عمق بیش از 100 میلیمتر امکانپذیر است.
2- توزیع تنش پسماند دو محوری اندازهگیری شده (به عنوان مثال σθθ، σzz و τθz)،شامل گرادیان تنش.
3- قابلیت اندازهگیری دقیق تنشهای پسماند با بزرگی بالا در 5 میلیمتر اول عمق اندازهگیری شده
4- قابل استفاده برای طیف وسیعی از مواد فلزی و غیر فلزی.
5- عدم حساسیت نسبت به ساختار، دانه یا بافت مواد
6- دقت اسمی: 10 مگاپاسکال برای آلومینیوم ، 45 مگاپاسکال برای فولاد ، 15 مگاپاسکال برای تیتانیوم.
7- نسبتاً سریع و آسان برای انجام فرآیند
8- قیمت بسیار رقابتی با توجه به عمق اندازهگیری انجام شده.
معایب تکنیک بورینگ ساچس:
1- یک روش مخرب است.
2- اندازهگیریهای آزمایشگاهی
3- تنشهای پسماند دو محوری اندازهگیری شده میانگینی در طول محوری جزء هستند.
4- σrr قابل اندازهگیری نیست.
5- فقط برای اجزای متقارن محوری قابل استفاده است.
6- به طور معمول برای اجزای حاوی توزیع تنش متقارن استفاده میشود، با این حال، تکنیکهای تحلیل جدید امکان اندازهگیری توزیعهای تنش غیرمتقارن را فراهم میکنند، اگرچه اعمال آن دشوار است.
7- کرنشسنجهای استفاده شده مستعد نویز هستند و نیاز به آمادهسازی سطح دارند.
8- کاهش دقت ناشی از تنشها در عمق وجود داشته اما کرنشها در سطح اندازهگیری میشوند.
مراجع جهت مطالعه بیشتر