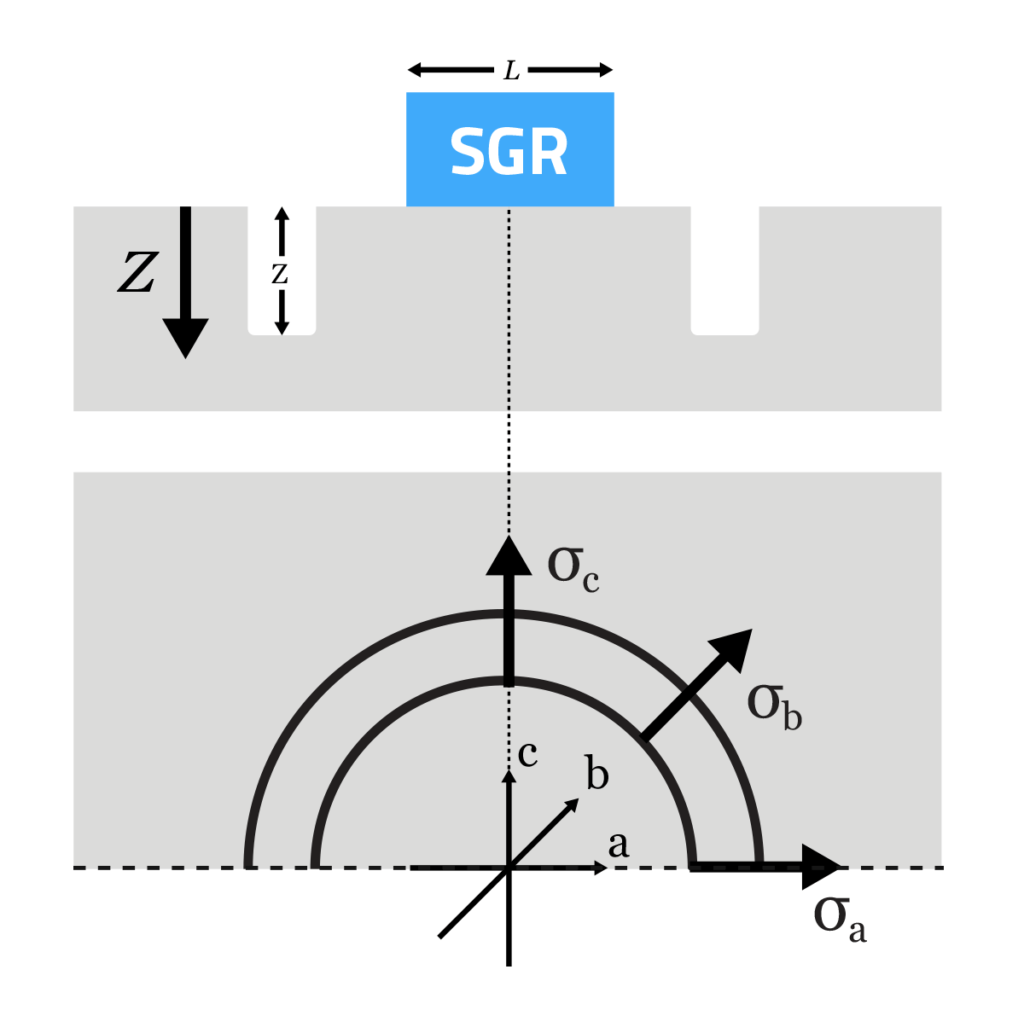
تکنیک شیار حلقوی (RC) یک تکنیک نیمه مخرب و آزادسازی کرنش مکانیکی است که برای اندازهگیری تنشهای نزدیک به سطح استفاده می شود. این تکنیک شامل برادهبرداری یک شیار حلقوی بر روی یک جزء است که سبب آزاد شدن کرنش سطحی حاصل در بخش مرکزی با افزایش عمق از پیش تعیینشده با استفاده از روش کرنشسنج روزت یا روشهای نوری اندازهگیری میشود. سپس آزادسازی کرنش سطحی با استفاده از ضرایب تأثیر عددی تعیین شده (از تحلیل المان محدود) به تنشهای پسماند برای هر افزایش عمق تجزیه میشود. به طور معمول، عمق ماشین کاری با قطر 14 میلیمتر به میزان 5 میلیمتر محدود میشود، اما استفاده از کرنشسنجهای مختلف و هندسههای شیار امکان تغییر در عمق کل اندازهگیری را فراهم میکند.
در گذشته تکنیک شیار حلقوی عمدتاً برای اندازهگیری پروفیلهای تنش «یکنواخت» تا عمق 5 میلیمتر یا کمتر مورد استفاده قرار میگرفت، اما با پیشرفتهای اخیر در تکنیکهای آنالیز و توسعه این روش، این عمقها تا 25 میلیمتر افزایش یافته است.
تنشهای پسماند دو محوری اندازهگیری شده (یعنی σxx، σyy و τxy) میانگین تنشهایی هستند که در سطح مقطع بخش مرکزی عمل میکنند. آنها را میتوان از اندازهگیری های کرنش مرحلهای محاسبه کرد تا یک مجموعه منفرد از نتایج دو محوری به طور میانگین در عمق کل ماشینکاری شده یا یک تغییر در تنشهای پسماند دو محوری با عمق برادهبرداری شده را ارائه دهد. متداولترین روشهای تحلیل، روشهای مرحلهای و انتگرالی هستند که روش انتگرال دقیقترین نتایج را ارائه میدهد.
دستورالعمل تکنیک شیار حلقوی:
روش اصلی آزمایش به شرح زیر است:
1- سطح قطعه را در محل اندازه گیری آماده کنید (به عنوان مثال صاف و چربیزدایی کنید).
2- کرنشسنج روزت RC را به قطعه بچسبانید و سیمها را وصل کنید.
3- کرنشسنجهای روزت را ضد آب یا محصور کنید تا مطمئن شوید که توسط مایع ماشینکاری EDM آسیب نمیبیند(برای برادهبرداری مکانیکی لازم نیست).
4- دستگاه RC را با کرنشسنج هم محور کنید. سیمها را از کرنشسنج و از طریق الکترود یا ابزار برشی رد کنید و به دیتالاگروصل کنید.
5- عمق سوراخ را اندازهگیری کنید و خوانشهای کرنشسنج را برای هر افزایش عمق ثبت کنید.
6- پس از تکمیل فرآیند، اندازهگیریهای بیشتری را برای بررسی عمق براده برداری و هممرکزی با کرنشسنج انجام دهید و در صورت لزوم، دستورالعمل تحلیل را تنظیم کنید.
7- دادههای عمق و کرنشسنج را برای محاسبه توزیع تنش پسماند تحلیل کنید.
مزایای تکنیک شیار حلقوی:
1- نیمه مخرب: امکان اندازهگیری مکرر تنش پسماند در بسیاری از مراحل مختلف عمر قطعه.
2- اندازهگیری در آزمایشگاه یا در محل سایت
3- توزیع تنش پسماند دو محوری اندازهگیری شده (به عنوان مثال تنش در راستای طولی و عرضی و همچنین تنش برشی) از جمله گرادیان تنش.
4- قادر به اندازهگیری دقیق تنشهای پسماند با اندازه بالا در 5 میلی متر اول عمق اندازهگیری شده است.
5- قابل استفاده برای طیف وسیعی از مواد فلزی و غیر فلزی.
6- عدم حساسیت نسبت به ساختار، دانه یا بافت مواد
7- دقت اسمی: 10 مگاپاسکال برای آلومینیوم، 30 مگاپاسکال برای فولاد، 15 مگاپاسکال برای تیتانیوم.
8- نسبتاً سریع و آسان برای اعمال فرآیند قیمت بسیار رقابتی با توجه به عمق اندازهگیری انجام شده
9- 90 درصد تنشهای پسماند را در اطراف کرنشسنج آزاد میکند، و پروفایلهای کرنش مناسبتر، نسبت کرنش به نویز بالاتر و در نتیجه افزایش دقت نسبت به کرنشسنجی سوراخ میدهد.
10- نسبت به خروج از مرکز بین کرنشسنج روزت و حلقۀ ایجاده شده حساس نیست.
معایب تکنیک شیار حلقوی:
1- نیمه مخرب: شیار حاصل ممکن است نیاز به پر کردن مجدد یا اصلاح جزیی داشته باشد.
2- عمق اندازهگیری معمولاً به 5 میلیمتر محدود میشود، اما تا 25 میلیمتر را میتوان اندازهگیری کرد، اگرچه اعمال و تحلیل دشوارتر است.
3- یک سطح نسبتاً صاف برای اتصال کرنشسنج روزت مورد نیاز است، بنابراین کاربرد بر روی اجزای دارای شکل پیچیده محدود است.
4- کرنشسنجهای استفاده شده مستعد نویز هستند و نیاز به آمادهسازی سطح دارند.
5- به شدت به منحنیهای پاسخ کرنش وابسته است.
6- عدم دقت ناشی از تنشها در اعماق کاهش مییابد، اما کرنشها در سطح اندازهگیری میشوند.
7- به عدم هم مرکزی بین کرنشسنج روزت و سوراخ ایجاد شده بسیار حساس است.
مراجع جهت مطالعه بیشتر